


Автоматизированная линия по производству больших бочек, барабанов, ведер и корпусов объемом 30-50 л.








Автоматизированная линия по производству больших бочек, барабанов, ведер и корпусов объемом 30-50 л.
Автоматизированная линия по производству круглых банок
Подходит для автоматизированного производства больших бочек объемом 30-50 л.,
Три металлические пластины:корпус, крышка и дно.Банкацилиндрическийформа.
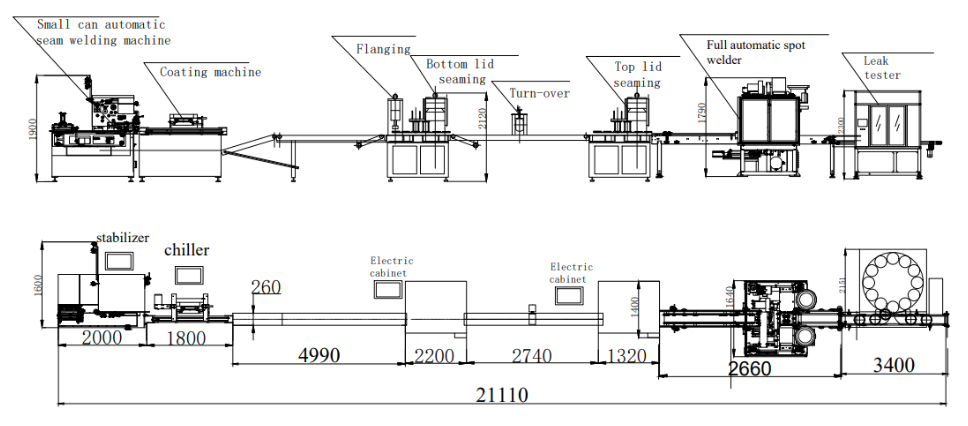
Технический алгоритм:
резка жестяного листа до закругления заготовки (Прорезка)-Сварка-внешнийПокрытие-Фланцевое соединение-нижняя крышкакормление-Швы-Поворотовер-Ткрышкакормление-Швы-+ушной зажимсварка-Проверка герметичности упаковки
Линия по производству бочек имеется в наличии.Нажмите здесь, чтобы получить подробную информацию.
Как управлять этой линией по производству бочек?
Сначала нарезанные заготовки для корпусов банок помещаются на подающий стол автоматического аппарата контактной сварки. С помощью вакуумных присосок заготовки по одной подаются на подающий ролик. Через подающий ролик каждая заготовка поступает на ролик для скругления, где происходит процесс скругления. Затем она поступает в механизм скругления для придания скругления формы. После точного позиционирования заготовка подается в аппарат контактной сварки для сварки.
После сварки корпус банки автоматически подается на вращающийся магнитный конвейер машины для нанесения покрытия: наружное, внутреннее или порошковое, в зависимости от потребностей заказчика. Это в основном используется для предотвращения воздействия воздуха на боковой сварочный шов и образования ржавчины. Затем корпус банки подается в комбинированную машину, где в вертикальном положении перемещается по конвейеру для выравнивания, и с помощью зажимов направляется на станцию фланцевания. Фланцевание завершается ударом верхней и нижней фланцевых форм.
После этого фланцевая часть банки подается в автоматический податчик нижней крышки. Датчик, обнаружив поступающую часть банки, автоматически подает нижнюю крышку к верхней части банки, и обе части перемещаются в положение под запаечным блоком. Подъемный лоток подает часть банки и дно к запаечной головке для запайки.
После заваривания одного конца, банка отправляется на устройство для переворачивания корпуса, где происходит автоматическая проверка и заваривание верхней крышки. Наконец, банка подается на автоматический станок для двойной точечной сварки ушек, где с помощью автоматической индексации бокового сварочного шва, кулачкового конвейера и механического устройства для удаления краски, а также автоматических вибрационных дисков для ушек, выполняется точная сварка небольших круглых банок.
Наконец, готовая банка подается конвейером на автоматическую станцию проверки герметичности. После тщательной проверки источника воздуха выявляются некачественные изделия, которые перемещаются в определенную зону, а качественные изделия поступают на упаковочный стол для окончательной упаковки.
Состав оборудования автоматизированной линии по производству круглых банок

| Первый срез (минимальная ширина) | 150 мм | Второй срез (минимальная ширина) | 60 мм |
| Скорость (шт./мин) | 32 | Толщина листа | 0,12-0,5 мм |
| Власть | 22 кВт | Напряжение | 220 В/380 В/440 В |
| Масса | 21000 кг | Габариты (Д*Ш*В) | 2520х1840х3980 мм |

| Модель | КТПК-2 | Напряжение и частота | 380 В 3L+1N+PE |
| Скорость производства | 5-60 м/мин | Потребление порошка | 8-10 мм и 10-20 мм |
| Расход воздуха | 0,6 МПа | Диапазон размеров тела | D50-200 мм D80-400 мм |
| Требования к воздуху | 100-200 л/мин | Потребление электроэнергии | 2,8 кВт |
| Размеры машины | 1080*720*1820 мм | Вес брутто | 300 кг |

| Диапазон частот | 100-280 Гц | Скорость сварки | 6-15 м/мин |
| Производственные возможности | 15-35 банок/мин | Применимый диаметр банки | Φ220-Φ350 мм |
| Применимая высота банки | 220-550 мм | Применимый материал | Жесть, сталь, хромированная пластина |
| Применимая толщина материала | 0,2~0,6 мм | Применимый диаметр медной проволоки | Φ1,7 мм, Φ1,5 мм |
| Охлаждающая вода | Температура: 12-20℃ Давление: >0,4 МПа Расход: 40 л/мин | ||
| Суммарная мощность | 125 кВА | Измерение | 2200*1520*1980 мм |
| Масса | 2500 кг | Пудра | 380 В ± 5% 50 Гц |

Машина для нанесения покрытия
| Диапазон высоты банок | 50-600 мм | Диапазон диаметров банок | 52-400 мм |
| Скорость вращения ролика | 5-30 м/мин | Тип покрытия | Валковое нанесение покрытия |
| Ширина лака | 8-15 мм 10-20 мм | Основное питание и текущая нагрузка | 220 В 0,5 кВт |
| Расход воздуха | 0,6 МПа 20 л/мин | Габариты и вес нетто машины | 2100*720*1520 мм, 300 кг |

| Мощность горелки | 1-2 кВт | скорость нагрева горелки | 4м-7м/мин |
| Подходит для банок малого диаметра. | Φ45-Φ176 мм | Подходящий диаметр банки | Φ176-Φ350 мм |
| Высота банки | 45 мм-600 мм | Охлаждающая вода | >0,4 МПа, 12-20℃, 40 л/мин |
| Расход воздуха | ≥50 л/мин >0,5 МПа | ||

Автоматическая машина для сборки корпусов банок
| Производственная мощность | 25-30 центов в минуту | Диапазон диаметров банок | 200-300 мм |
| Диапазон высоты банок | 170-460 мм | толщина | ≤0,4 мм |
| Суммарная мощность | 44,41 кВт | Давление в пневматической системе | 0,3-0,5 МПа |
| Размер конвейера для выравнивания корпуса | 4260*340*1000 мм | Размер комбинированной машины | 3800*1770*3200 мм |
| Размер электрического шкафа | 700*450*1700 мм | Масса | 9T |
Схема производственной линии
Изготовление поделок из жестяных банок

30-50L большой ствол блок-схема
Китайский ведущий поставщикМашина для изготовления жестяных банок из 3 частейиМашина для изготовления аэрозольных баллончиковКомпания Changtai Intelligent Equipment Co., Ltd. — опытный завод по производству оборудования для изготовления банок. Наши системы для изготовления банок, включая отрезку, формовку, формирование горловины, фланцевание, окантовку и запайку, отличаются высокой модульностью и технологической мощностью и подходят для широкого спектра применений. Благодаря быстрой и простой переналадке, они сочетают в себе чрезвычайно высокую производительность с высочайшим качеством продукции, обеспечивая при этом высокий уровень безопасности и эффективную защиту операторов.
-

Аппарат для сварки жестяных банок 200-401, объем 170 мл - 2,5 л...
-

211-700 Сварочный аппарат для корпусов жестяных банок 247 мл-8 л для герметизации швов...
-

Большие круглые металлические бочки объемом 30-50 литров...
-

Большая круглая металлическая бочка объемом 30-50 литров...
-

Консервы для продуктов, масляные канистры объемом 5-25 л, круглые и квадратные канистры...
-

Автоматический станок для резки с двойным круговым ножом